Afin de réduire les facteurs d'instabilité dans le processus de revêtement laser ou d'impression 3D métallique et d'améliorer la précision du formage du métal, les principaux paramètres du processus de revêtement laser peuvent être un contrôle de rétroaction en boucle fermée au moyen de moyens de surveillance optiques et autres pour obtenir surveillance en temps réel de la taille, de la forme et de la température du bain de fusion et enregistrement et analyse des données associées, puis ajustement du feedback en temps réel ou contrôle PID des paramètres du processus, de manière à obtenir l'effet d'amélioration de la stabilité du processus et la précision de formage. Les paramètres du processus sont ensuite ajustés en temps réel ou contrôlés par PID pour améliorer la stabilité du processus et la précision du formage.
Matériel et logiciel de contrôle de rétroaction en boucle fermée
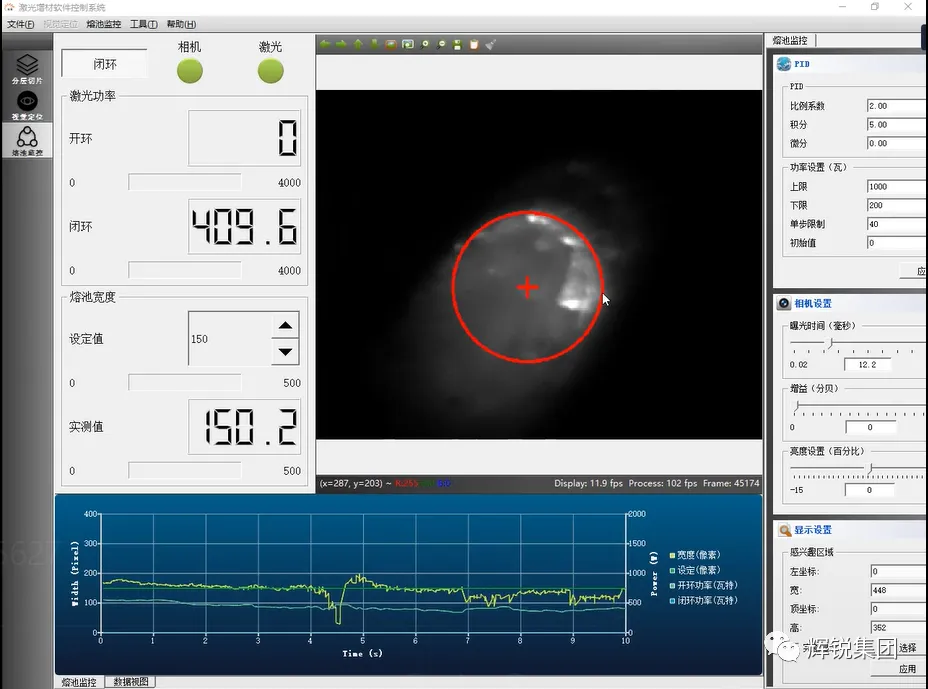
Le système de contrôle de rétroaction en boucle fermée pour la réparation du laser Phono développé par Nanjing Huirui Photoelectronics Technology Co., Ltd. comprend une surveillance en temps réel et un retour de données avec un brevet d'invention (numéro de brevet : ZL 2013 1 0654910.7) et un droit d'auteur sur le logiciel (numéro d'enregistrement : : 2016SR152148). Il dispose d'une interface logicielle qui surveille la taille du bain fondu et analyse les données pertinentes, et ajuste la largeur et la forme du bain fondu grâce aux paramètres correspondants, afin d'améliorer la stabilité du processus de revêtement laser et la précision du formage. .
Efficacité des logiciels en boucle fermée
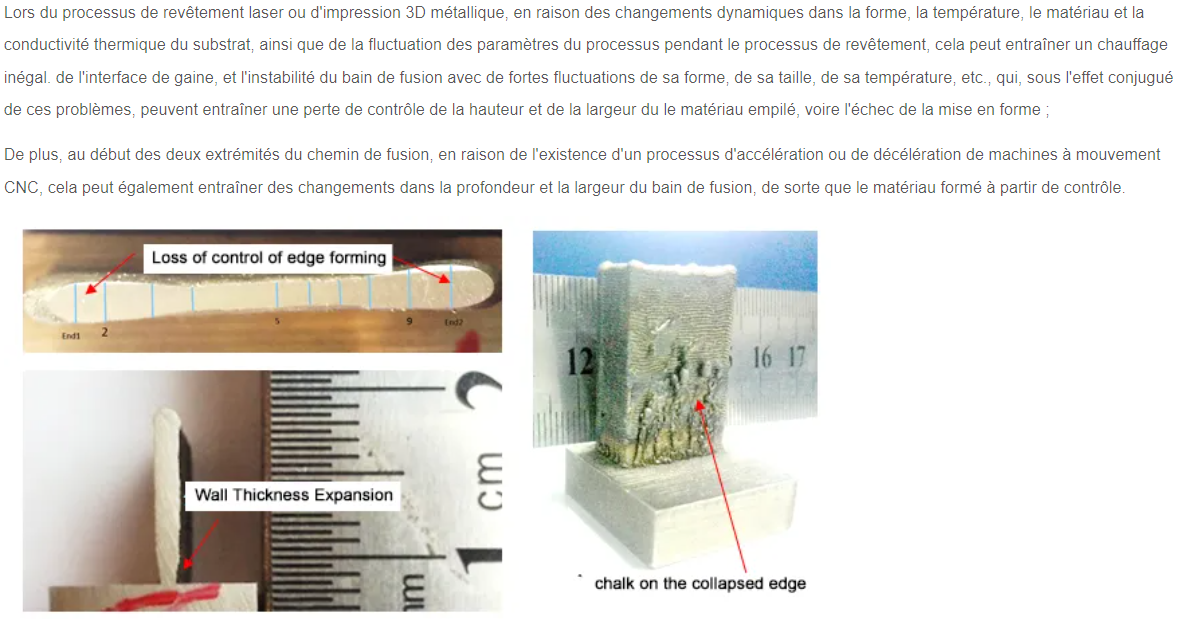
1. Largeur stable du moulage de même couche ;
2. Largeur de mur constante dans le sens de la hauteur ;
3. Aucun problème de surépaisseur aux deux extrémités ;
4. La largeur initiale du revêtement peut être maintenue constante pour garantir une épaisseur constante d'un seul mur ;